הייס-טונקען גאַלוואַנייזד שפּול ניילז פאַרקויפן געזונט
די פריערדיקע בראַשט פּראָצעס אנגענומען אַ פּראָסט קאַלט ציען-אַרויף פּראָצעס.נאָך דעם ווי די זייַד ניילז זענען פּולד אויס, עס איז נייטיק צו פויליש דורך די האָלץ טשיפּס.רעכט צו דער נוצן פון האָלץ טשיפּס, עס געפאלן אין די לופט, ריזאַלטינג אין שטרענג לופט פּאַרטיקאַלז פאַרפּעסטיקונג.דער פאַרב פון די פאַרב זאָל וואַרטן מער ווי אַ האַלב שעה אין די לופט צו טרוקן.כאָטש עס יזאָלירן און נוצן אַקטיוו טשאַד פֿאַר אַדסאָרפּטיאָן, עס וועט נאָך פאַרשאַפן אַ זיכער יראַטייטינג רייעך, וואָס איז נישט קאַנדוסיוו צו די געזונט פון די שטעקן.

דער ציל פון דער דערפינדונג איז צו באַקומען די פעלן פון יגזיסטינג טעכנאָלאָגיע, פּראַוויידינג אַ פּראָדוקציע פּראָצעס מיט פּשוט קראַפצמאַנשיפּ, הויך פּראָדוקציע עפעקטיווקייַט, גוט פּראָדוקט קוואַליטעט און קליין ינווייראַנמענאַל פאַרפּעסטיקונג.אין סדר צו סאָלווע די אויבן טעכניש פּראָבלעמס, די פּראָדוקציע פּראָצעס פון אַ ראָולינג נאָגל דיסקרייבד אין די פאָרשטעלן דערפינדונג כולל סטעפּס
(א) צוגרייטן די מעטאַל מאַטעריאַלס פארלאנגט פֿאַר ניילז.
(ב) אַראָפּנעמען די אָקסידאַטיווע הויט צו ריין די ייבערפלאַך פון די מעטאַל מאַטעריאַל, און נוצן די שמירעכץ צו קילן די רייניקונג שטאָלציען;עס קענען רעדוצירן קינסטלעך לאָססעס און רעדוצירן די ינווייראַנמענאַל פאַרפּעסטיקונג.פּאַסיק פֿאַר ינדאַסטרי פּראָדוקציע.
ווינקל: 15 גראַד פלאַך אָדער 16 גראַד קאַניקאַל, 11 גראַד, 0 גראַד.
דיאַמעטער: 0.083" 0.092" 0.099" 0.113" 0.120" 0.131" 0.148".
לענג: 25 מם-130 מם.
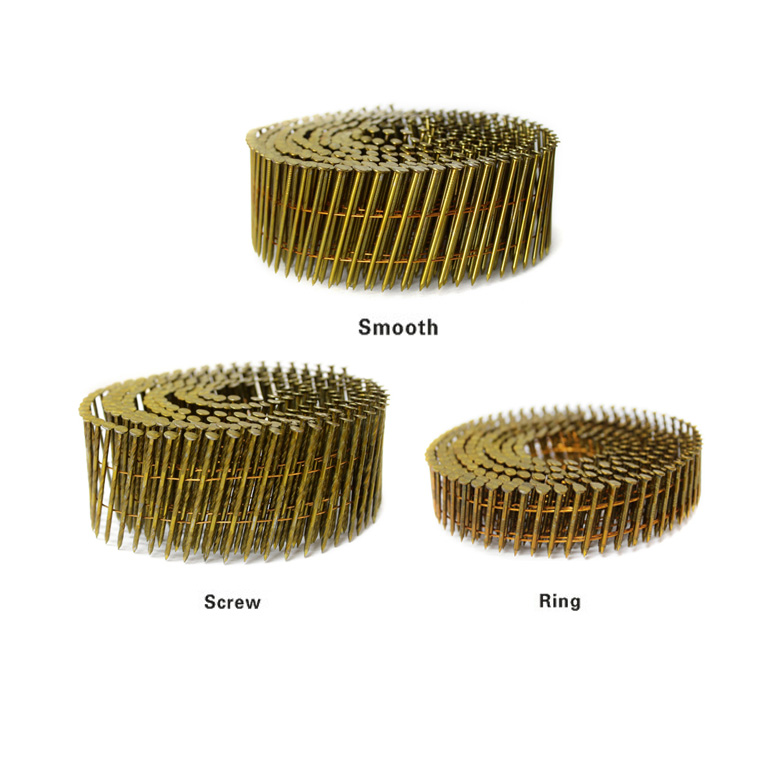
שאַנקס: גלאַט, רינג, שרויף.
פונט: דימענט, דלאָט, אָפן.
ענדיקן: ליכטיק, ע.גאַלוו.מ.גאַלוו.הד גאַלוו.304 316 ומבאַפלעקט שטאָל.